The Influence of Selected Brushing Process Parameters on the Tool's Operating Time
Karol Falandys
- Safran Aircraft Engines PolandPoland
- Rzeszow University of Technology, Faculty of Mechanical Engineering and Aeronautics, Department of Aerospace EngineeringRzeszów, Poland
 Orcid profile
Orcid profileSearch for this author on
Krzysztof Kurc
Rzeszow University of Technology, Faculty of Mechanical Engineering and Aeronautics, Department of Applied Mechanics and RoboticsRzeszów, Poland
Orcid profileSearch for this author on
Mar 31, 2025
About this article
Published Online: Mar 31, 2025
Page range: 61 - 69
Received: Mar 27, 2024
Accepted: Oct 10, 2024
DOI: https://doi.org/10.2478/ama-2025-0008
Keywords
© 2025 Karol Falandys et al., published by Sciendo
This work is licensed under the Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License.
Fig. 1.

Fig. 2.

Fig. 3.

Fig. 4.
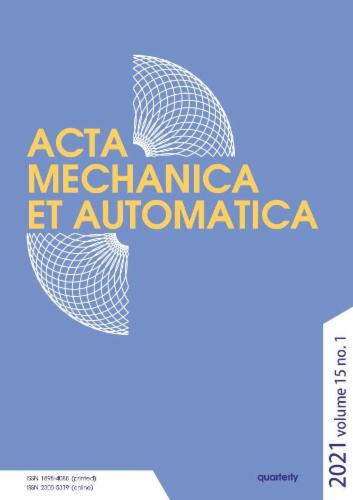
![Implementation scheme of experiment (3 input factors on 2 levels) [42]](https://sciendo-parsed.s3.eu-central-1.amazonaws.com/67f3415f8d1bec042eac83d9/j_ama-2025-0008_fig_004.jpg?X-Amz-Algorithm=AWS4-HMAC-SHA256&X-Amz-Content-Sha256=UNSIGNED-PAYLOAD&X-Amz-Credential=AKIA6AP2G7AKOUXAVR44%2F20250909%2Feu-central-1%2Fs3%2Faws4_request&X-Amz-Date=20250909T202253Z&X-Amz-Expires=3600&X-Amz-Signature=044ed34e4e67fd672aaba7bbb7b23e8683c60b7524b87617eda7fa526d196276&X-Amz-SignedHeaders=host&x-amz-checksum-mode=ENABLED&x-id=GetObject)
Fig. 5.

Fig. 6.

Fig. 7.

Fig. 8.

Fig. 9.

Fig. 10.

Fig. 11.

Test results – measured bristle thickness
| 1 | 0.64 | 0.55 | 0.55 | 0.63 | 0.73 | 0.64 | 0.59 | 0.51 | 0.41 | 0.41 | 0.55 | 0.56 | 0.56 |
| 2 | 0.9 | 0.6 | 0.83 | 0.48 | 0.66 | 0.74 | 0.73 | 0.64 | 0.43 | 0.95 | 0.86 | 0.86 | 0.72 |
| 3 | 0.6 | 0.52 | 0.62 | 0.53 | 0.53 | 0.54 | 0.53 | 0.58 | 0.55 | 0.55 | 0.6 | 0.54 | 0.56 |
| 4 | 0.57 | 0.48 | 0.46 | 0.75 | 0.6 | 0.55 | 0.61 | 0.69 | 0.66 | 0.55 | 0.62 | 0.7 | 0.60 |
| 5 | 0.4 | 0.54 | 0.42 | 0.64 | 0.64 | 0.69 | 0.76 | 0.8 | 0.7 | 0.82 | 0.74 | 0.85 | 0.67 |
| 6 | 0.8 | 0.92 | 0.75 | 0.69 | 0.83 | 0.8 | 0.62 | 0.5 | 0.62 | 0.45 | 0.7 | 0.65 | 0.69 |
| 7 | 0.47 | 0.67 | 0.3 | 0.45 | 0.46 | 0.4 | 0.36 | 0.4 | 0.38 | 0.35 | 0.56 | 0.5 | 0.44 |
| 8 | 0.3 | 0.4 | 0.55 | 0.59 | 0.3 | 0.63 | 0.53 | 0.56 | 0.64 | 0.77 | 0.89 | 0.49 | 0.55 |
Test matrix, columns X1, X2, X3 define the top level (“+”) and bottom level (“−”) of selected process parameters
| 1 | + | + | + | 2000 | 200 | 60 |
| 2 | + | + | − | 2000 | 200 | 30 |
| 3 | + | − | + | 2000 | 198 | 60 |
| 4 | + | − | − | 2000 | 198 | 30 |
| 5 | − | + | + | 1400 | 200 | 60 |
| 6 | − | + | − | 1400 | 200 | 30 |
| 7 | − | − | + | 1400 | 198 | 60 |
| 8 | − | − | − | 1400 | 198 | 30 |
Results of the tests - the radius of edge break in chosen locations of the detail
| - | A | B | C | D | E | F |
|---|---|---|---|---|---|---|
| 1 | 0.16 | 0.11 | 0.17 | 0.16 | 0.31 | 0.29 |
| 2 | 0.15 | 0.10 | 0.13 | 0.15 | 0.34 | 0.36 |
| 3 | 0.18 | 0.19 | 0.17 | 0.14 | 0.25 | 0.27 |
| 4 | 0.27 | 0.16 | 0.19 | 0.19 | 0.33 | 0.3 |
| 5 | 0.17 | 0.12 | 0.18 | 0.14 | 0.24 | 0.27 |
| 6 | 0.13 | 0.11 | 0.13 | 0.13 | 0.29 | 0.25 |
| 7 | 0.13 | 0.12 | 0.15 | 0.13 | 0.30 | 0.30 |
| 8 | 0.14 | 0.10 | 0.20 | 0.13 | 0.32 | 0.35 |
Error variance for individual trials
| 1 | 0.0079 |
| 2 | 0.0253 |
| 3 | 0.0010 |
| 4 | 0.0070 |
| 5 | 0.0200 |
| 6 | 0.0171 |
| 7 | 0.0094 |
| 8 | 0.0276 |